
随着全球制造业竞争加剧,数字化、智能化转型已成我国制造业企业提升效率、降低成本、增强竞争力的必由之路。中国制造企业如何抓住时代机遇,提升自身竞争力、实现新增长?联想集团近日举办以“后疫情时代,中国‘智’造升级跃迁新征程”为主题的新IT思享会,邀请业内企业代表共议中国“智”造。

(联想举办以“后疫情时代,中国‘智’造升级跃迁新征程”新IT思享会)
来自天合光能、通威股份、伊利集团、上海汽车、理想汽车等光伏、汽车、工程、医药等行业的近20家企业代表,就中国制造业企业数字化、智能化转型目的、面临的挑战,以及如何构建新IT全栈能力加速推进转型等话题进行了讨论。
与会企业代表普遍认为,降本增效已经成为制造业数字化、智能化转型的核心方向,在今后的发展过程中,更需要有效解决好区域化部署协调、技术和业务融合、供应链智能化等问题,进而实现自身和产业链供应链的共同增长。
降本增效和卓越运营成为“核心方向”
我国是第一制造业大国,但与世界强国相比,制造业还存在大而不强的问题,亟待通过科技创新驱动产业链供应链优化升级,构建现代化产业体系。党的二十大报告提出推进制造业高端化、智能化、绿色化发展,也为“中国智造”“中国创造”提供了基本遵循。
聚焦到中国制造企业个体,摆在企业面前的具体目标有哪些?在此次新IT思享会上,众多企业代表将问题聚焦在了降本增效、卓越运营等方面。
通威股份有限公司是绿色农业和绿色能源高效协同发展的大型民营科技型上市公司。去年虽然受到外部环境、疫情等不确定性因素影响,但营收依然实现了翻番。该公司CIO周勇表示,降本增效提质是公司智能化转型的核心方向,一是做到卓越运营,二是做到提供极致体验。“卓越运营在于提升整个公司的综合运营管理能力,降低整体成本。”他说,“为此我们与合作伙伴进行了广泛合作和探索,在供应链数字化层面也做了很多尝试。”

(降本增效成为制造业企业数字化、智能化转型的“核心方向”)
伊利集团数据技术总监程国强提到,伊利的战略目标是希望在2030年做到全球乳业第一,因此也制定了数字化战略目标。他表示,伊利智能化转型的直接目标一是坚持安全合规,二是降本提效,三是驱动业务增长,四是模式变革。“伊利数字化转型进入到第四年深水区,我们也在持续思考如何利用数字化能力来驱动业务增长,从而实现模式变革”。
上海汽车集团股份有限公司数据业务部副总经理张亮指出,在当前经济还没有完全复苏情况下,IT系统要极力帮助业务降低成本,提高效率。他认为,还要通过智能化手段提升全球化的能力,如全球供应链布局、营销布局和流程体系的管控等,对企业当前的IT系统提出了更高的要求。
对于特变电工股份有限公司来说,其已将数字化、智能化转型看做打造企业可持续发展核心竞争力的重要手段。该公司信息资源管理中心副总监董敬和表示,通过数字化设备对生产数据进行精准分析,提高生产效率、降低生产成本、提高质量一致性等等,是企业目前的主要工作之一。“需要企业一个工序一个工序去研究,一个环节一个环节去探讨,不断提升数字化、智能化水平。”他说。
企业战略和业务需求须放第一位
汽车产业作为现代工业皇冠上的“明珠”,信息化、数字化是最成熟也是强依赖的。理想汽车IT高级总监王会菲表示,数字化建设非常重要的是对准公司战略,围绕价值交付,支撑战略和业务的落地,如果没有和战略对齐,跑得越快可能错的越多。
汽车作为最复杂的民用产品,每辆车有几千个零部件需要拉动外部几百家供应商协同生产。王会菲认为,从订单到交付全流程的高效率协同是企业核心竞争力之一,打造覆盖产、供、销、运全链路紧密集成的系统,并持续迭代优化至关重要,主价值流上的核心系统的建设能力要留在团队,敏捷快速地迭代,以匹配战略需求并创造业务价值。
天合光能股份有限公司集团QPD副总裁杜庆国非常认同上述观点。他表示,数字化、智能化转型只有开始没有结尾,因此需要提升至公司的战略层面,业务变革先行和共识最关键。“如果业务共识达不成,还不如不做,因为虽然做了‘高大上’的系统也不会有人用。”他指出,特别是IT团队也要向业务转型,从业务认知的层面去做数字化、智能化的“布道者”。
张亮也认为,企业数字化、智能化转型路径比较一致,一定是和业务是高度融合,随着业务发展阶段而定。据他介绍,上汽集团前十几年始终处于销量峰值,对信息化提出了非常高的要求,2015年前企业就完成了包括生产制造、物流管理、DMS系统、排产系统等核心系统的自主研发,到2020年拥有了云计算公司,但优先级一定是业务在前面。
程国强和美的集团企业数字化平台副总裁张小懿对此也表达了相同的观点。程国强指出,战略规划不可或缺,要在战略规划之上发挥数字化的作用,真正解决业务的问题。张小懿表示,新技术的引用要与业务“紧密捆绑”,否则会是“累赘”。
“新IT”构筑制造业转型坚实数字底座
在此次新IT思享会上,联想还和与会企业代表围绕联想智能制造和智能供应链实践经验进行了讨论,获得了在座企业代表的广泛关注。
目前,联想集团正式完成了在中国“东西南北中”的智能制造全方位布局。其中,合肥产业基地是目前全球最大的智能计算设备研发和制造“灯塔工厂”,武汉产业基地是联想移动终端制造最大、最先进的自有工厂,(天津)智慧创新服务产业园则是ICT行业首家“零碳工厂”。
今年5月6日,联想集团全球“母本工厂”——南方智能制造基地正式规模投产,并深入融合了联想自主开发的智能化系统解决方案。通过应用Al、物联网、数字孪生、大数据分析等先进技术,该基地实现了人、机、料、法、环等多个场景的全面数字化管理。联想集团每年向全球客户发出1.5亿台设备,其中90%以上的产品产自中国制造基地。

(联想智能制造已经完成全方位布局)
联想中国区大客户业务群制造行业总经理宋涛介绍说,联想通过建立集团统一的新型数字底座,打造擎天引擎,构建了全数字化工厂,最新的制造基地已经将一些影响交付时间的重要应用云原生化,采用以业务为单元的小中台方式快速敏捷迭代,不仅缩短了系统建设的时间,成本也降低到原来的1/10。
而在供应链方面,联想打造出了以韧性、智能化和共赢为特征的全球化网络,成为公司可持续发展与智能化成长的引擎。目前,联想在全球拥有30多家制造基地,超过2000家核心供应商,为180个市场提供产品和服务。5月24日,全球最权威供应链榜单Gartner Top 25公布新一年排名,联想集团再次入围并录得历史最佳排名,位居第八,这也是联想集团再次蝉联亚太第一。
对于制造型企业来讲,打造供应链韧性充满很多挑战,比如应对供应波动、信息延迟和执行低效等。基于这些痛点,联想打造了全景式的数字化供应链解决方案,其中最重要的是供应链智能控制塔,其一方面可以收集端到端数据,达到全流程、全场景可视化;另一方面,可实现整个跨部门、跨功能之间交互式运营,做到更多自动化,解决了提前预测风险和敏捷响应等问题。
理想汽车IT高级总监王会菲对联想供应链智能控制塔表现了非常强的关注。他说,要有闭环的系统、大量数据积累并在底层打通才能达到智能控制塔的效果,后续希望和联想以及同行有更多的探讨,进一步提升理想汽车供应链智能化水平。
人本集团信息部总经理雷志强也表示,5G、IoT等新技术发展已经有很多年,“买技术”是一条捷径,但要落地到制造业还需要企业自己去发掘。不过,他更强调服务的重要性,希望产品供应商变成生态服务供应商,这也是企业IT部门需求的最大转变。
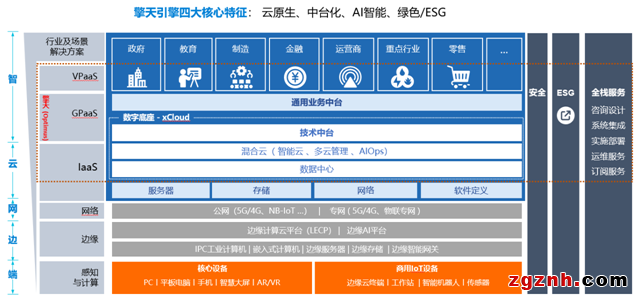
(联想“擎天”引擎)
据介绍,依托“端-边-云-网-智”新IT架构和内生外化打磨出的“擎天”引擎,联想打造了智能制造的坚实数字底座,在推动自身智能化转型的同时,已经通过联想方案服务帮助包括制造业企业在内的超过200家大中型企业走上智能化转型之路。其中,制造业企业包括三一重工、徐工、陕重汽、冠捷等,形成了一批可复制的灯塔案例。
宋涛最后介绍说,联想将致力于把构建起的基于新IT架构的全栈能力,外化为智能化解决方案和服务,为制造企业智能化转型提供覆盖全价值链、全场景、全周期的一站式陪伴服务,助力制造业企业不断夯实智能化转型“数字底座”。
 粤公网安备 44030702001206号
粤公网安备 44030702001206号